はじめに
本ドキュメントは、MIRS1601の標準部品試験計画について記したものである。
試験項目
試験を行う対象、試験項目、試験担当者、試験完了日を示す。
| 種類 | 試験対象 | 試験項目 | 試験担当者 | 試験補助者 | 試験開始日 | 試験完了日 | 備考 |
|---|---|---|---|---|---|---|---|
| ボード | ドータボード |
実装チェック 導通チェック 動作確認 |
部谷 | 望月 | 2016.6.24 | 2016.7.4 | MIRS試作機より支給 |
| モータ制御ボード | 平山 | 久保寺 | MIRS試作機より一枚支給 一枚新しく作成 |
||||
| 超音波センサボード(親) | 望月 | 打味 | ブース内の在庫より使用 | ||||
| 超音波センサボード(子) | 部谷 | 諏訪 | ブース内の在庫より使用 | ||||
| 電源ボード | 平山 | 望月 | |||||
| メカ部品 | シャーシ上段 | 外形寸法、穴位置、大きさチェック | 森 | 久保寺 | 新しく作成 | ||
| シャーシ下段 | 森 | 久保寺 | |||||
| バッテリーボード | 小篠 | 久保寺 | |||||
| バッテリーボード用の支柱 | 小篠 | 久保寺 | |||||
| 支柱(大) | 松下 | 諏訪 | |||||
| USB取り付けパネル | 小篠 | 諏訪 | |||||
| バンパ | 栗原 | 打味 | |||||
| モータ・エンコーダマウント | 松下 | 打味 | 新しく作成 | ||||
| ケーブル | モータ制御ボード接続ケーブル | 導通チェック | 栗原 | 打味 | 新しく作成 | ||
| CPUボード電源ケーブル | 栗原 | 打味 | 新しく作成 | ||||
| シリアル接続ケーブル | 栗原 | 打味 | |||||
| 超音波センサ接続ケーブル | 栗原 | 打味 | |||||
| 11ピンフラットケーブル | 栗原 | 打味 | |||||
| 4pinケーブル | 栗原 | 打味 | |||||
| 6pinケーブル | 栗原 | 打味 | |||||
| USB引き出しケーブル | 栗原 | 打味 | |||||
| LAN引き出しケーブル | 栗原 | 打味 | |||||
| ディスプレイ引き出しケーブル | 栗原 | 打味 | |||||
| PS2引き出しケーブル | 栗原 | 打味 | |||||
| DB9引き出しケーブル | 栗原 | 打味 |
試験方法
試験方法の詳細について以下に示す。
- 3.0.試験全般について
試験は担当者と補助者の2人で行うことを基本とする。担当者は責任者として試験を行い、補助者は担当者の試験に間違いがないかを確認する。ドータボード、モータ制御ボード、超音波センサボードの 動作試験は試験プログラムを使用するため、ソフト担当者と共に試験を行う。
3.0.1.実装チェックについて対象の各ボードを仕様書の実装図と照らしあわせ、部品が正しく実装されていることを確認する。
間違いを確認した場合は、修正する。はんだやジャンパ線による修正が不可能な場合は基板を再加工または作成をする。
向きのある素子(ICや抵抗)は特に注意して確認する。ICソケットはくぼみのある方に丸をつけてある。確認がとれた場合は印刷した実装図の該当箇所に丸を記入する。変更や間違いがあった場合、実装図にチェックを必ず記入し修正後チェックに丸をつける。
メカ部品の測定試験において、測定物の長さが0〜150mmはノギス、150〜300mmはスケールを用いて試験を行う。寸法とのずれや違いがあった場合、ヤスリやボール盤等で再加工し修正を行い不可能な場合、再製作する。はんだ付けされた素子の足と導線の間の導通、Vcc-GND間の絶縁をテスターを用いて確認する。
また、電源供給用のコネクタのGND端子と他の全てのGND端子の間の導通も確認する。
確認がとれたら場所には印刷したパターン図に丸を記入する。 変更や間違いがあった場合、パターン図にチェックを必ず記入し修正後チェックに丸をつける。
断線やショートを確認した場合は、に修正する。上記の方法で修正不可能な場合は基板を作成しなおす。ドータボード、モータ制御ボード、超音波センサボード、電源ボードは動作を行っているか目標の信号や電圧が来ているかを確認する。
また動作確認時に使用するプログラムはMG3S 標準プログラムのバージョンアップ履歴”2.バージョンアップ履歴”、バージョン名 2.3.0のプログラム”test.c”を使用する。- テスター
- オシロスコープ
- 安定化電源
- 電源ボード
- バッテリー
- ドータボード
- MIRS
- ディスプレイ
- キーボード
必要器具
3.1.1.実装チェック以下に示す実装図を印刷し、実装を確認した箇所に印を付け実装を確認する。
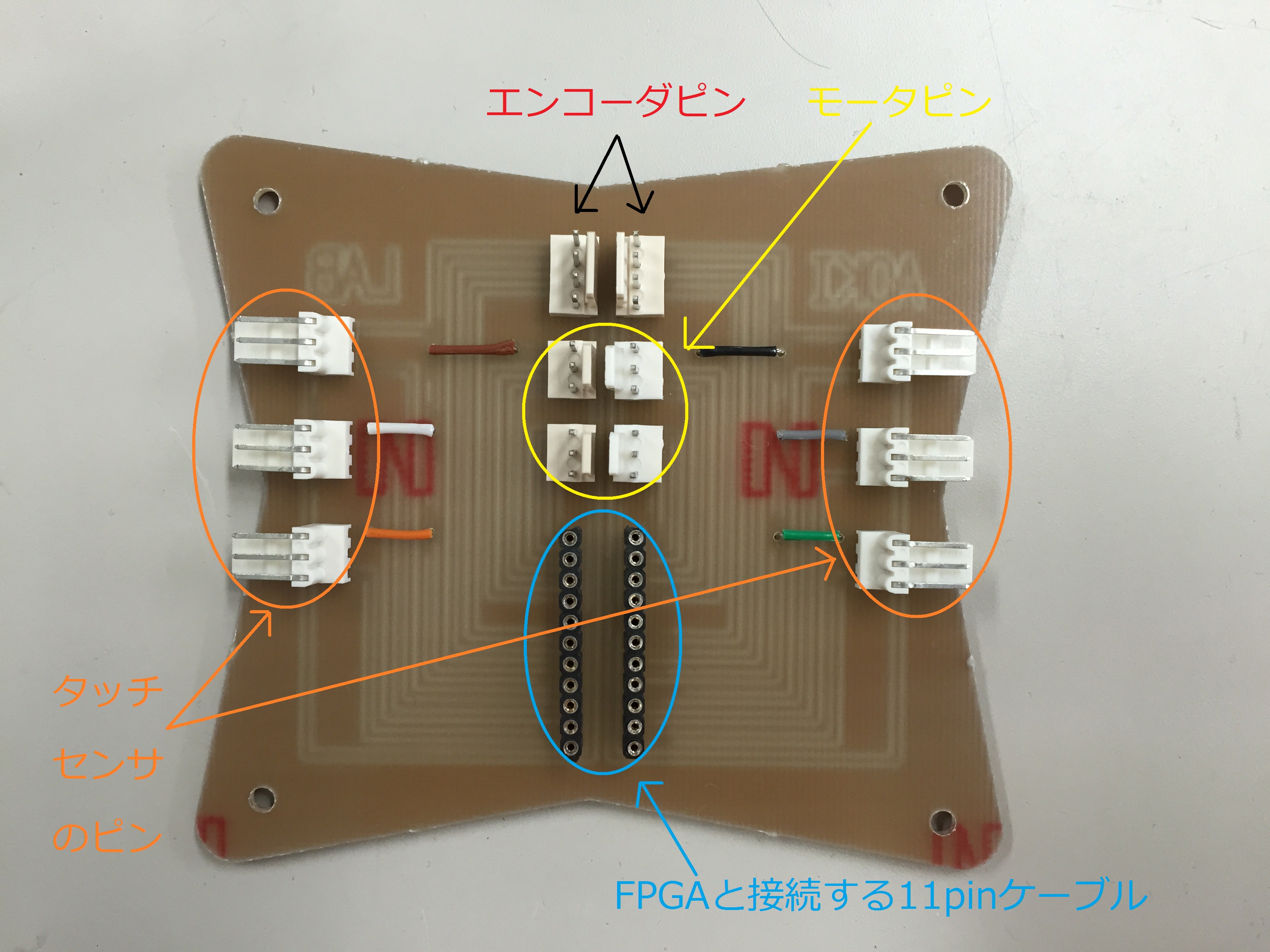
Fig.1 ドータボードの実装図 MIRSMG3G ドータボード試験仕様書、”4.1.導通チェック”に従いドータボードの導通チェックを行っていく。このときコネクタからコネクタまでの導通ができていれば動作試験も含め合格とする。使用する回路のパターン図を以下に示す。
以下に示すパターン図を印刷し、導通を確認した箇所に印を付ける。怠ると、FPGAボードが破損する可能性がある。
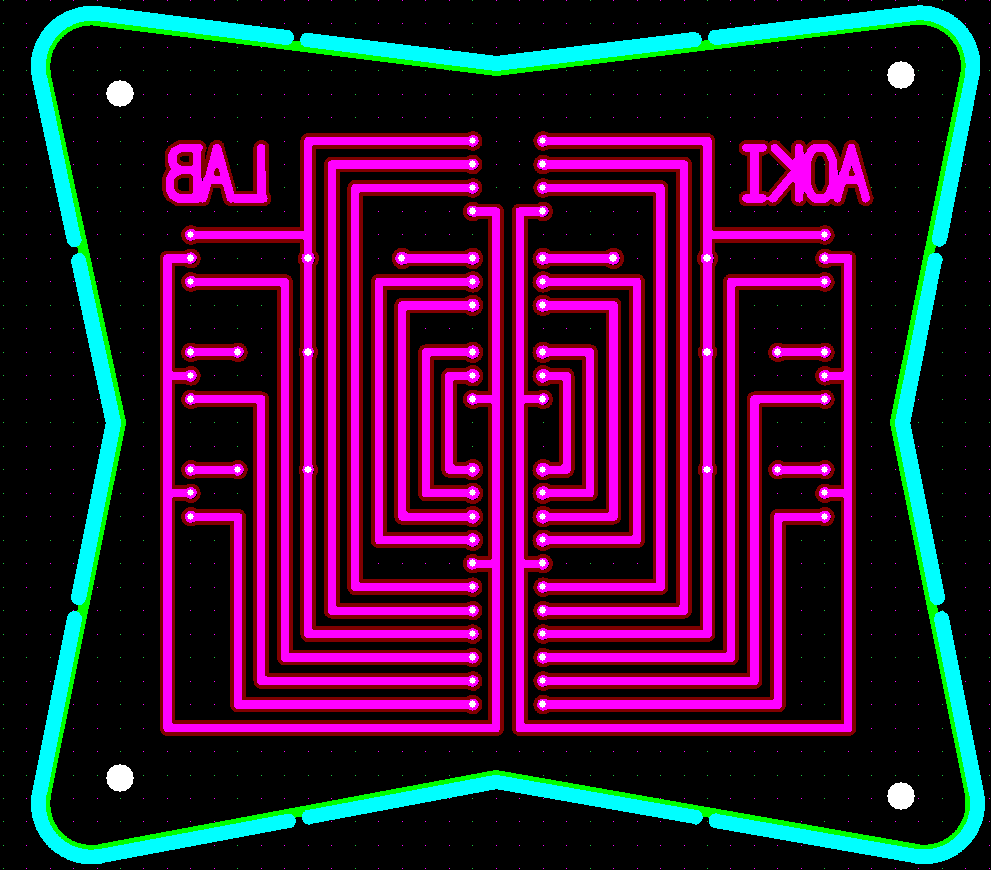
Fig.2 ドータボードのパターン図 - モータ制御ボード
- MIRS(CPU+FPGA)
- ディスプレイ
- マウス
- キーボード
- テスター
- 安定化電源(制御系)
- バッテリー(駆動系)
- Hブリッジに入力される正転・逆転信号が確認できる。
- PWMキャリア周波数が約1.1[kHz]またはそれ以下であることが確認できる。
- モータが正転・逆転できる。ここでの正転の方向は、プログラムで正のPWM値を与えた時の回転方向を正転方向とする。
- モータのPWM値を0〜±127を与え、その値に対しモータの回転が変化することを確認する。
- モータを4分間回転させた時のFETの発熱が非常に微量。
- ロータリーエンコーダが、モータの正転時に正のカウントを、逆転時に負のカウントを行うかどうかを確認する。
- ロータリーエンコーダの読み取った値が入力に対して線形であるかどうかを確認する。
必要器具
3.2.1.実装チェックMIRSMG3G モーター制御ボード詳細設計書、”3.実装図”を参照してモータ制御ボードの実装チェックを行う。
2枚あるモータ制御ボードのうち新たに作成したボードは、はんだ付けが浮いたり、表面がザラザラしていたりと不良がないかを目視で確認する。
このとき以下に示す実装図を印刷し、実装を確認した箇所に印を付ける。
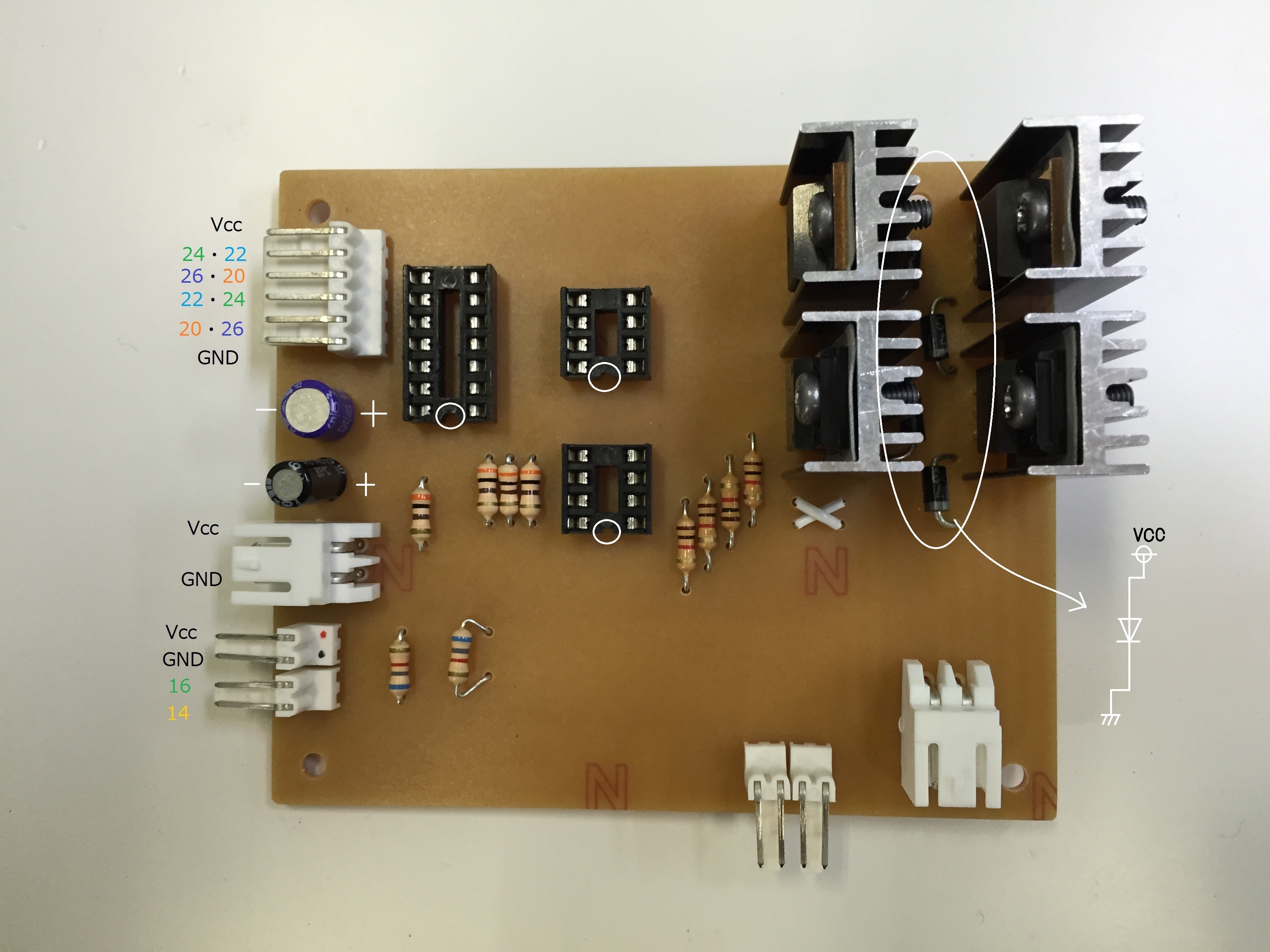
Fig.3 モータ制御ボードの実装図 このとき以下に示すパターン図を印刷し、導通を確認した箇所に印をつける。
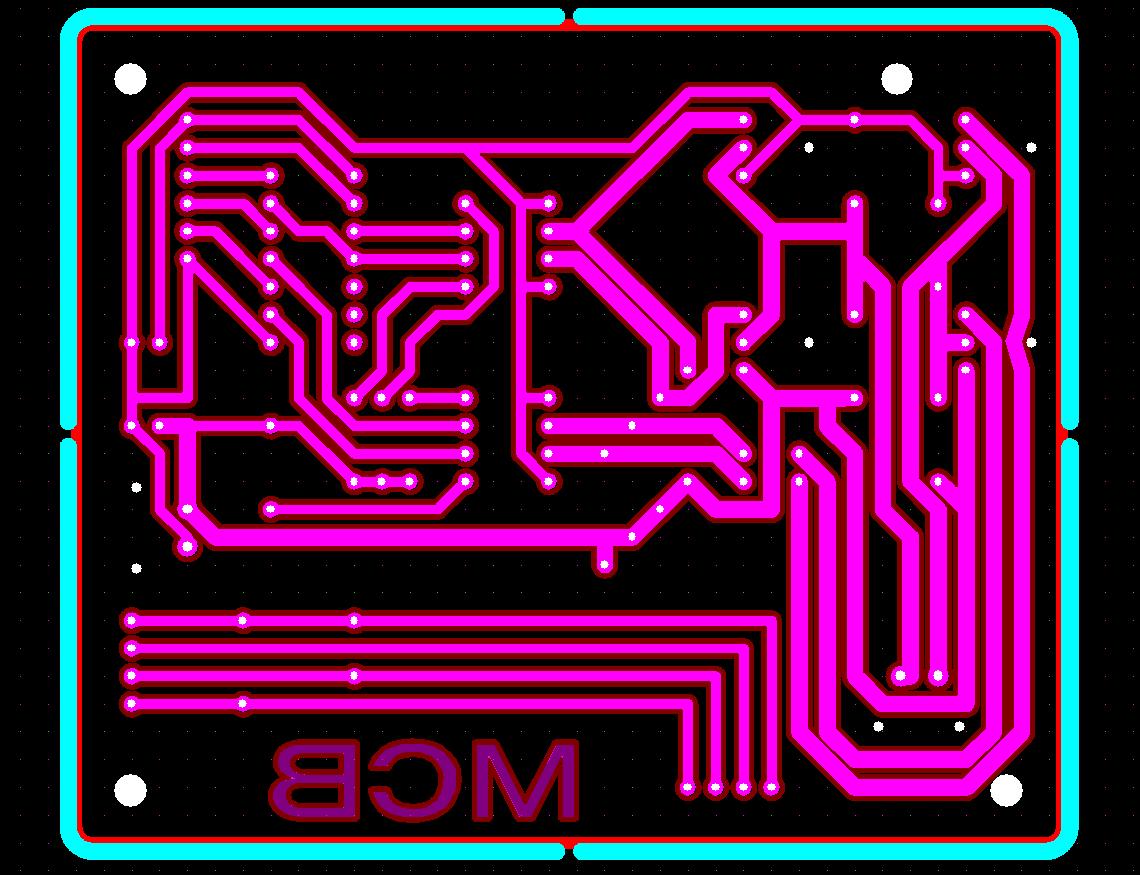
Fig.4 モータ制御ボードのパターン図 MIRSMG3G モータ制御ボード試験仕様書、”4.試験方法”に従いモータ制御ボードの動作試験を行う。
このとき、モータは軸のみで無負荷状態にて動作させる。 またモーター、エンコーダの動作確認のためプログラム”test.c”内の"test_pwm" "test_moter" "test_encoder"をコメントアウトし確認する。
以下に示す内容が確認できるようであれば、モータ制御ボードの動作試験を合格とする。
3.3.超音波センサボード- MIRS標準機
- ディスプレイ及びケーブル
- キーボード
- 安定化電源またはバッテリー×2
- 電源ケーブル
- メジャー
- 測定値の平均と実際の距離の誤差で判定し、 板までの距離が20〜200[cm]で測定する。
必要器具
3.3.1.実装チェックMIRSMG3D 超音波センサボード製造仕様書から参照した以下の表と実装図を使用し実装チェックを行う。
番号 部品名 型番/値 個数 SP1 超音波センサ 送信機 1 SP2 超音波センサ 受信機 1 IC1 PIC PIC16F630 1 IC1 ICソケット 14PIN 1 IC2 シリアル通信ドライバ HIN202 2 IC2 ICソケット 16PIN 2 IC3 OPアンプ LMC6032 1 IC3 ICソケット 8PIN 1 C1,C7〜C18 積層セラミックコンデンサ 104 13 C2〜C5 フィルムコンデンサ 102 4 C6 電解コンデンサ 4.7μF、25V 1 R1〜R5 カーボン皮膜抵抗(1/4W) 10kΩ 5 R6 〃 620kΩ 1 R7 〃 100Ω 1 R8 半固定抵抗器 100kΩ 1 D1,D2 ショットキーバリアダイオード 1SS106 2 D3 発光ダイオード 1 CN1,CN2 4PINソケット オス 2 CN3 3PINソケット オス 1 CN4 2PINソケット オス 1 基盤(親機) 1 Table.2 超音波センサボード(親機)実装部品一覧
番号 部品名 型番/値 個数 SP1 超音波センサ 送信機 1 SP2 超音波センサ 受信機 1 IC1 PIC PIC16F630 1 IC1 ICソケット 14PIN 1 IC2 シリアル通信ドライバ HIN202 2 IC2 ICソケット 16PIN 2 IC3 OPアンプ LMC6032 1 IC3 ICソケット 8PIN 1 C1,C7〜C18 積層セラミックコンデンサ 104 13 C2〜C5 フィルムコンデンサ 102 4 C6 電解コンデンサ 4.7μF、25V 1 R1〜R5 カーボン皮膜抵抗(1/4W) 10kΩ 5 R6 〃 620kΩ 1 R7 〃 100Ω 1 R8 半固定抵抗器 100kΩ 1 D1,D2 ショットキーバリアダイオード 1SS106 2 D3 発光ダイオード 1 CN1,CN2 4PINソケット オス 2 基盤(子機) 1 Table.3 超音波センサボード(子機)実装部品一覧 このとき以下に示す実装図を印刷し、実装を確認した箇所に印をつける。

Fig.5 超音波センサボードの実装図(親機)

Fig.6 超音波センサボードのパターン図(子機) このとき以下に示すパターン図を印刷し、導通を確認した箇所に印をつける。
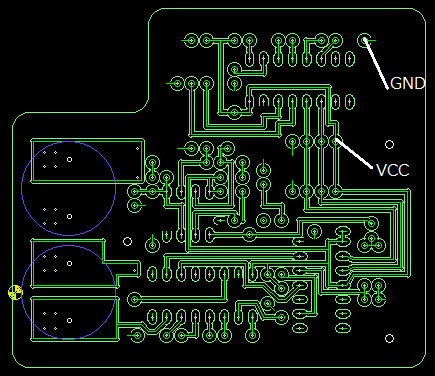
Fig.7 超音波センサボードのパターン図(親機)
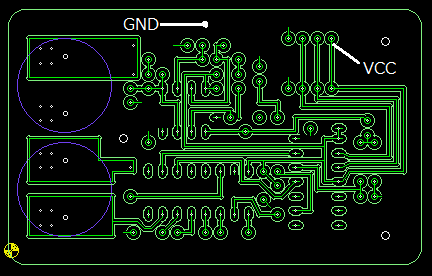
Fig.8 超音波センサボードのパターン図(子機) プログラム”test.c”内の"test_uss"のコメントアウトをはずして超音波センサボードの動作試験を行う。
MIRS1402 標準部品試験計画書、”3.試験方法>超音波センサボード>3.動作試験”に従い試験を行う。
以下に示す内容が確認できるようであれば、超音波センサボードの動作試験を合格とする。
- 電源ボード
- 安定化電源
- オシロスコープ
- CPUボード
- モーター
- 制御系電源 入力電圧7.4V〜8.5Vに対して出力電圧の最大値が5.1~5.6Vの範囲内である
- 駆動系電源 入力電圧7.4V〜8.5Vに対して出力電圧の最大値が6.1~6.7Vの範囲内である
- 制御系電源 CPUボード動作時の出力電圧の平均が5.1Vを超えている
- 駆動系電源 モーター駆動時の出力電圧の平均が5.5Vを超えている
必要器具
3.4.1.実装チェック以下に示す実装図を印刷し、実装を確認した箇所に印をつける。
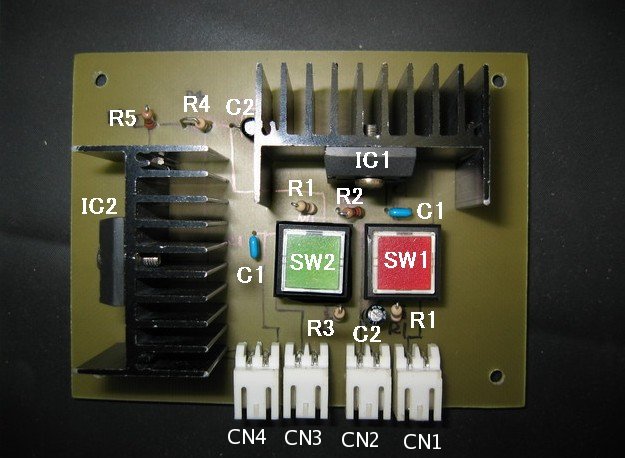
Fig.9 電源ボードの実装図 以下に示すパターン図を印刷し、導通を確認した箇所に印をつける。
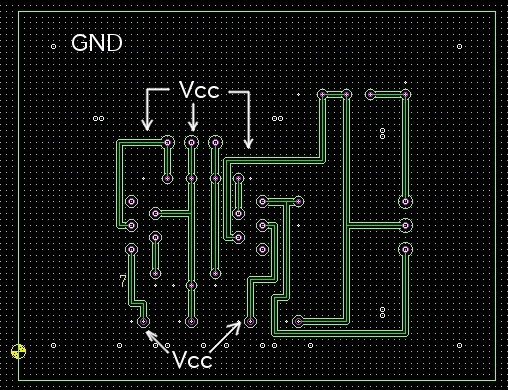
Fig.10 電源ボードのパターン図 MIRS1402 標準部品試験計画書、”3.試験方法>1.電源ボード>3.動作試験”に従い電源ボードの動作試験を行う。
以下に示す内容が確認できるようであれば、電源ボードの動作試験を合格とする。
電源ボードとモータ制御ボード、CPUボードを接続し以下の内容が確認する。
- ノギス
- スケール
必要部品
3.5.0.寸法チェックにおいての注意点以下の画像を印刷し寸法チェックを行っていく。測定した寸法と設計図との誤差は±0.5[mm]以内とする。
以下に示す寸法入り画像データを元にメカ部品の外形寸法、穴位置、大きさチェックを行う。
誤差以内の寸法であれば、メカ部品の外形寸法、穴位置、大きさチェックを合格とする。- 上段シャーシ_1
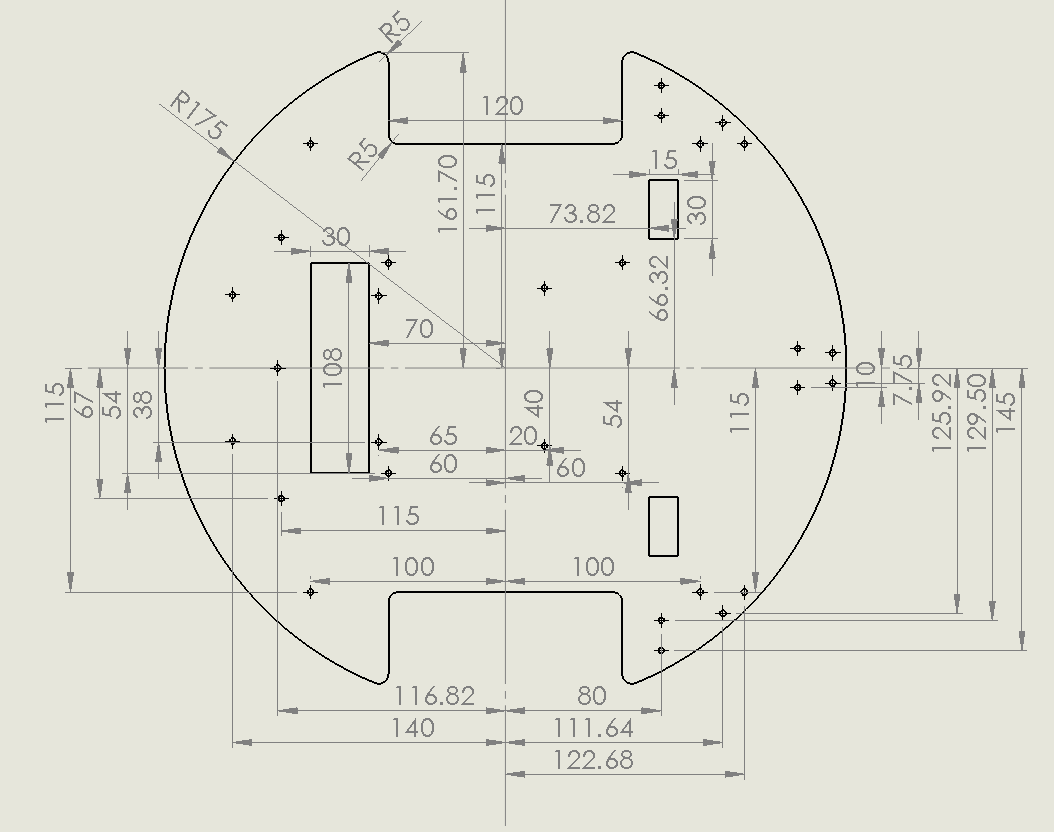
Fig.11 上段シャーシ_1寸法
- 下段シャーシ
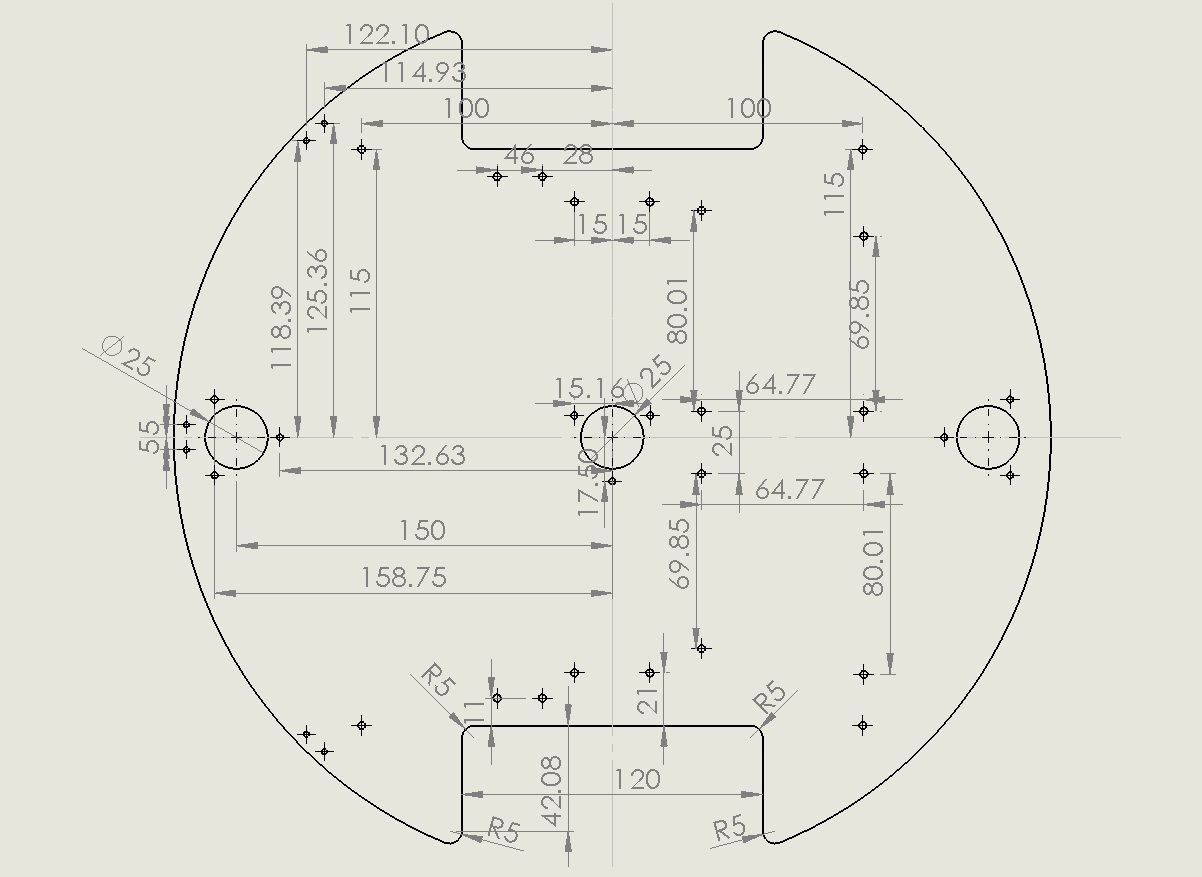
Fig.12 下段シャーシ寸法
- 支柱(大)
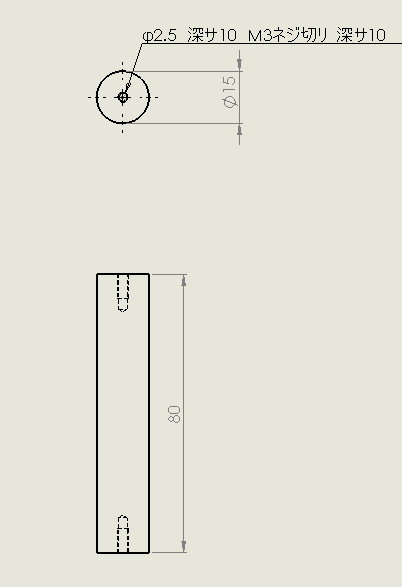
Fig.13 支柱(大)寸法
- バッテリーボード用の支柱
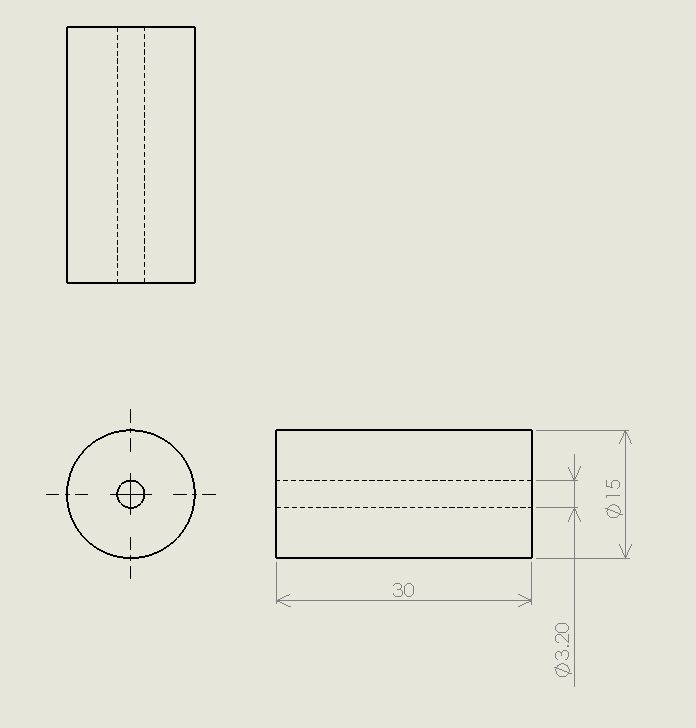
Fig.14 バッテリーボード用の支柱寸法
- バッテリーボード
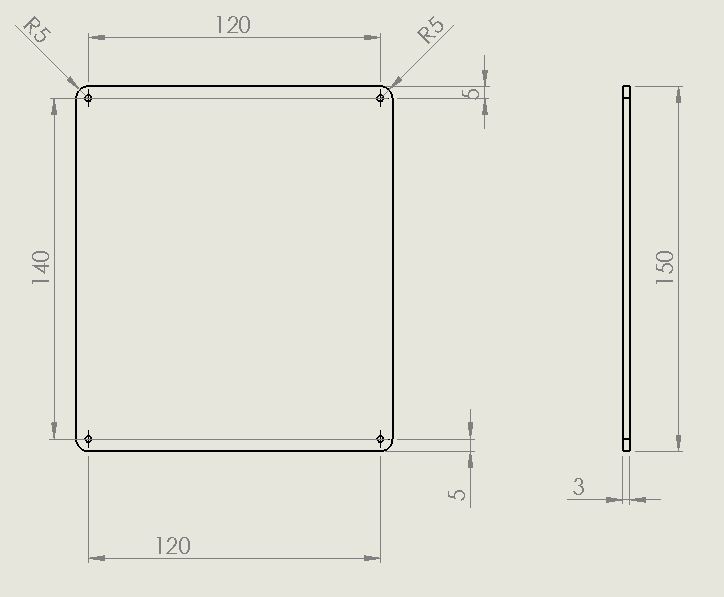
Fig.15 バッテリーボード寸法
- 支柱(大)
Fig.13 支柱(大)寸法
- USB取り付けパネル
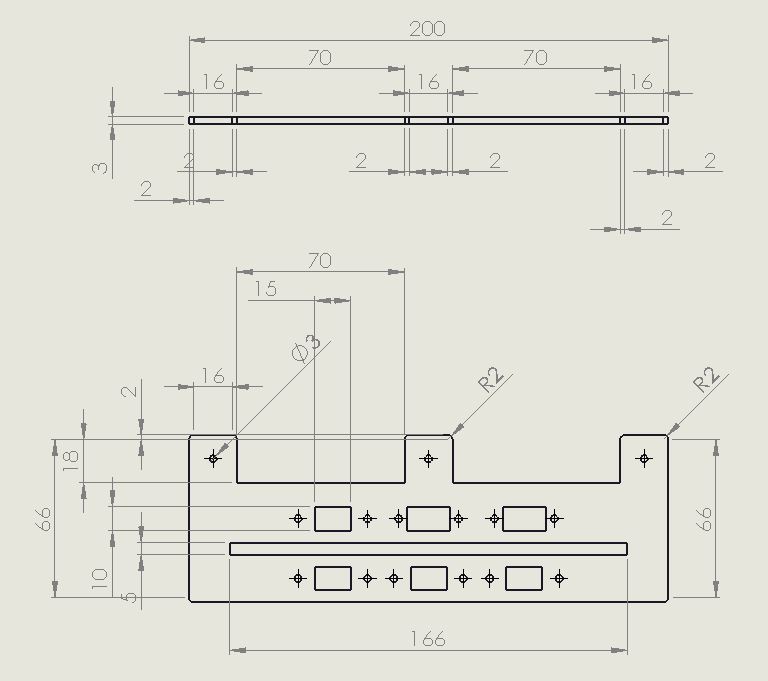
Fig.16 USB取り付けパネル
- バンパ
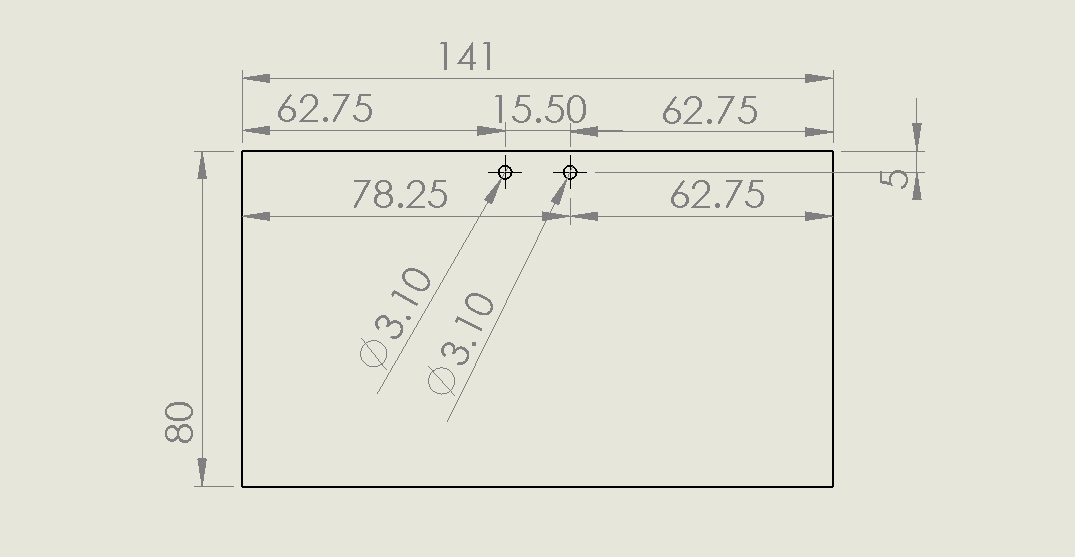
Fig.17 バンパ寸法
- モータ・エンコーダマウント
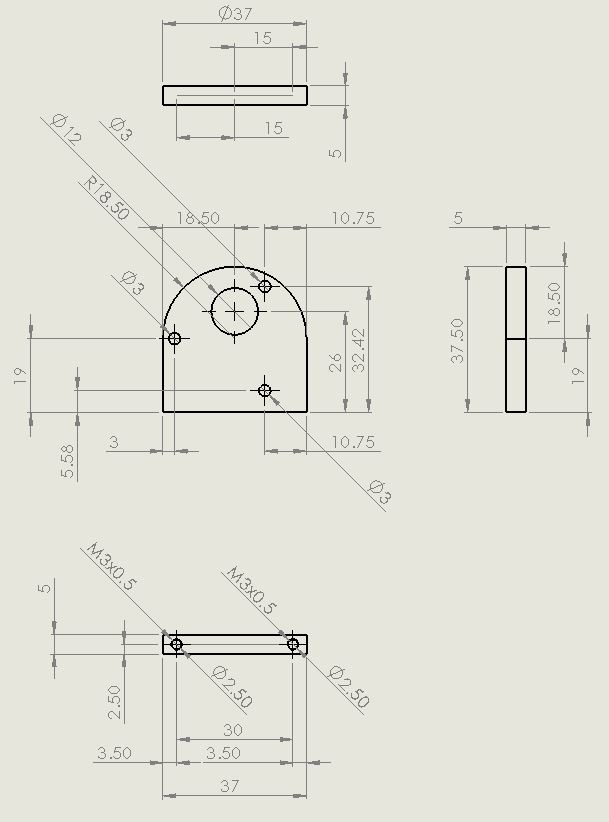
Fig.18 下段シャーシ寸法
- 参照資料ドキュメント
MIRS1501 シャーシ改良計画書
MIRSMG3G 支柱詳細設計書
MIRSMG3G バッテリーボード詳細設計書
MIRSMG3G USB固定金具詳細設計書
MIRSMG3G バンパー詳細設計書
MIRSMG3G モータ・エンコーダマウント詳細設計書
-
3.6.1.導通チェック
- テスターを使用して、ケーブルの導通が確認できる
- MIRSMG3G モータ制御ケーブル手順書を参照し、モータ制御ボード接続ケーブルに関しては、配線が交差している部分があるので注意しながら導通を確認する。
各種ケーブル試験仕様書に従い各種ケーブルの導通チェックを行う。
以下に示す内容が確認できるようであれば、ケーブルの導通チェックを合格とする。