CADデータに超音波センサ(1)、電源ボード(2)、webカメラ(3)を搭載するための穴を追加した。
超音波センサは親機と子機の距離を近づけて設置すると、お互いに干渉し合い正しく動作しないので離した。
また標準機に搭載されている超音波センサは最小測定距離が約20cmなので図1の(1)の場所にした。
電源ボードは上段シャーシにおける重量のバランスをとるために図1の(2)の場所にした。
Webカメラは機体の正面で怪盗機の追跡をするために図1の(3)の場所にした。
工場発注方法説明書 に従ってレーザー加工を行う。
MIRS1603 標準部品試験計画書にに則って部品の試験を実施する。修正作業で試験計画書の条件に適合できない場合には再製作を行う。
CADデータ(寸法入り):MIRS1603_U_chassis.SLDDRW
CADデータ(レーザー加工用):MIRS1603_U_chassis.DXF
3DのCADデータ:MIRS1603_U_chassis.SLDPRT
図1に(1)超音波センサマウント、(2)電源ボードマウント、(3)webカメラの搭載用の穴の位置を示す。
※7/14追記:標準機の仕様ではシャーシに4つの穴を開け、電源ボードの四隅にある穴を用いて固定する。
だが MIRS1501 シャーシ改良計画書 にあるように昨年度の機体ではL字上の金具(電源ボード取付板:後述)を用いて、シャーシの2つの穴に固定されていた。
今年度はこのドキュメントを参考にしたため、電源ボード取付版を用いることを想定して上段シャーシを制作している。
プレ競技会には、標準機仕様の機体を用いるべきではあるが、プレ競技会までの期間が短く修正が困難なため、今年度は電源ボード取付板を用いる。

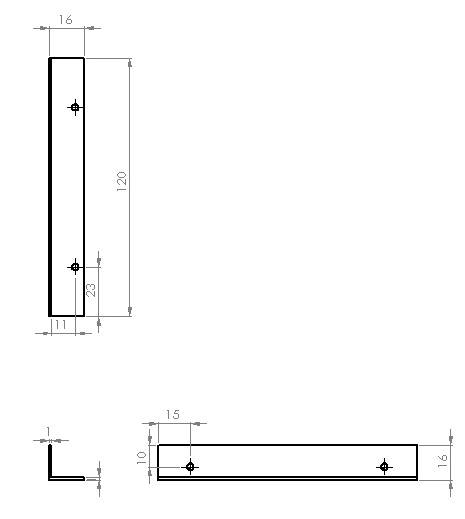
図1 上段シャーシ
.png)
.png)