3.1 電源ボード
去年のものを使用するので、導通チェックは省き目視で拡大鏡などを用いて部品のチェックを行う。動作試験の結果、仕様通りでなかった場合、導通チェック等を行い原因を探りそれに応じて、修理または作成を行う。2名がそれぞれ行う。また、この試験では無負荷で行う。3.1.1 動作試験
MIRS1301標準ボード試験計画書を参考にした。MIRS1204 標準ボード試験報告書で出力波形の乱れが報告されているため、オシロスコープで入力、出力の電圧、波形を確認する。
・必要な工具と部品
電源ボード、オシロスコープ、定格7.8Vバッテリー、安定化電源
・制御系電源の試験
- 制御系電源のスイッチがOFFになっていることを確認する。
- CN1(入力)とCN2(出力)にオシロスコープのプローブを接続する。このときショートさせないように注意する。
- MIRSSTND デュアルレギュレータ電源ボード製造仕様書の実装図のCN1に定格7.8Vバッテリーを接続する。
- 制御系電源スイッチをONにし、CN1,CN2に出力される電圧,波形を確認しオシロスコープの写真を撮る。CN1の電圧が仕様通り5.1Vであるか確認する。
- 3と同様に安定化電源をCN1に接続する。
- 電圧を0.1Vづつ8.5Vから7.4Vまで変化させながら、CN1,CN2に出力される電圧,波形を確認する。おかしいと思われる部分があったら写真を撮る。出力電圧の最大値が5.1~5.6Vの範囲内ならば合格とする。
- 4,6が仕様通りであったら、バッテリー電圧が低下したときを考慮するためさらに電圧を0.1Vづつ7.4Vから6.0Vまで変化させながら、CN2に出力される電圧がどのようになるかを確認する。おかしいと思われる部分があったら写真を撮る
・駆動系電源の試験
- 駆動系電源のスイッチがOFFになっていることを確認する。
- CN3(入力)とCN4(出力)にオシロスコープのプローブを接続する。このときショートさせないように注意する。
- MIRSSTND デュアルレギュレータ電源ボード製造仕様書の実装図のCN3に定格7.8Vバッテリーを接続する。
- 制御系電源スイッチをONにし、CN3,CN4に出力される電圧,波形を確認しオシロスコープの写真を撮る。CN4の電圧が仕様通り6.1Vであるか確認する。
- 3と同様に安定化電源をCN3に接続する。
- 電圧を0.1Vづつ8.5Vから7.4Vまで変化させながら、CN3,CN4に出力される電圧,波形を確認する。おかしいと思われる部分があったら写真を撮る。出力電圧の最大値が6.1~6.7Vの範囲内ならば合格とする。
- 4,6が仕様通りであったら、バッテリー電圧が低下したときを考慮するためさらに電圧を0.1Vづつ7.4Vから6.0Vまで変化させながら、CN2に出力される電圧がどのようになるかを確認するおかしいと思われる部分があったら写真を撮る。
3.1.2 導通チェック(動作試験で異常が確認された場合のみ)
テスターで導通チェックをする。VccとGNDが導通していないか、部品がきちんと導通しているか等をチェックし、なにが悪いのかを考える。導通チェックをしても原因がわからない場合、担当者だけで判断せずみんなで話し合い、処置を考える。
3.2 ドータボード
作成者1名と作成者ではない者1名の2名がそれぞれ行う。回路図はMIRSMG3D ドーターボード回路図を参照。3.2.1 部品のチェック
・必要な工具と部品
ドータボード、はんだごて、はんだ、はんだ吸い取り器、はんだ吸い取り線
・チェック手順
- 作成したドータボードと実装図を照らし合わせ、部品の位置をチェックする。もし問題がある場合は、はんだ吸い取り器などで部品を外し修正を行う。
- 作成したドータボードと実装図を照らし合わせて、部品の向きをチェックする。。もし問題がある場合は、はんだ吸い取り器などで部品を外し修正を行う。
- 作成したドータボードと実装図を照らし合わせて、結線やハンダの状態を確認する。もし、問題がある場合は、はんだ吸い取り器などで部品を外し修正を行う。
3.2.2 導通チェック
・必要な部品と工具
ドータボード、はんだごて、はんだ、はんだ吸い取り線、テスタ
導通試験の内容は目視とテスタの2回のチェックを行う。このときに重要なのは、電源ボードと同様VccとGNDを把握し、特に注意して導通試験を行うことである。もし、導通がうまくいかなかった時、その原因が素子の接触不良の場合はもう一度はんだ付けを行い導通するようにする。MIRSMG3Dドーターボード試験計画書を参考にした。
・チェック手順
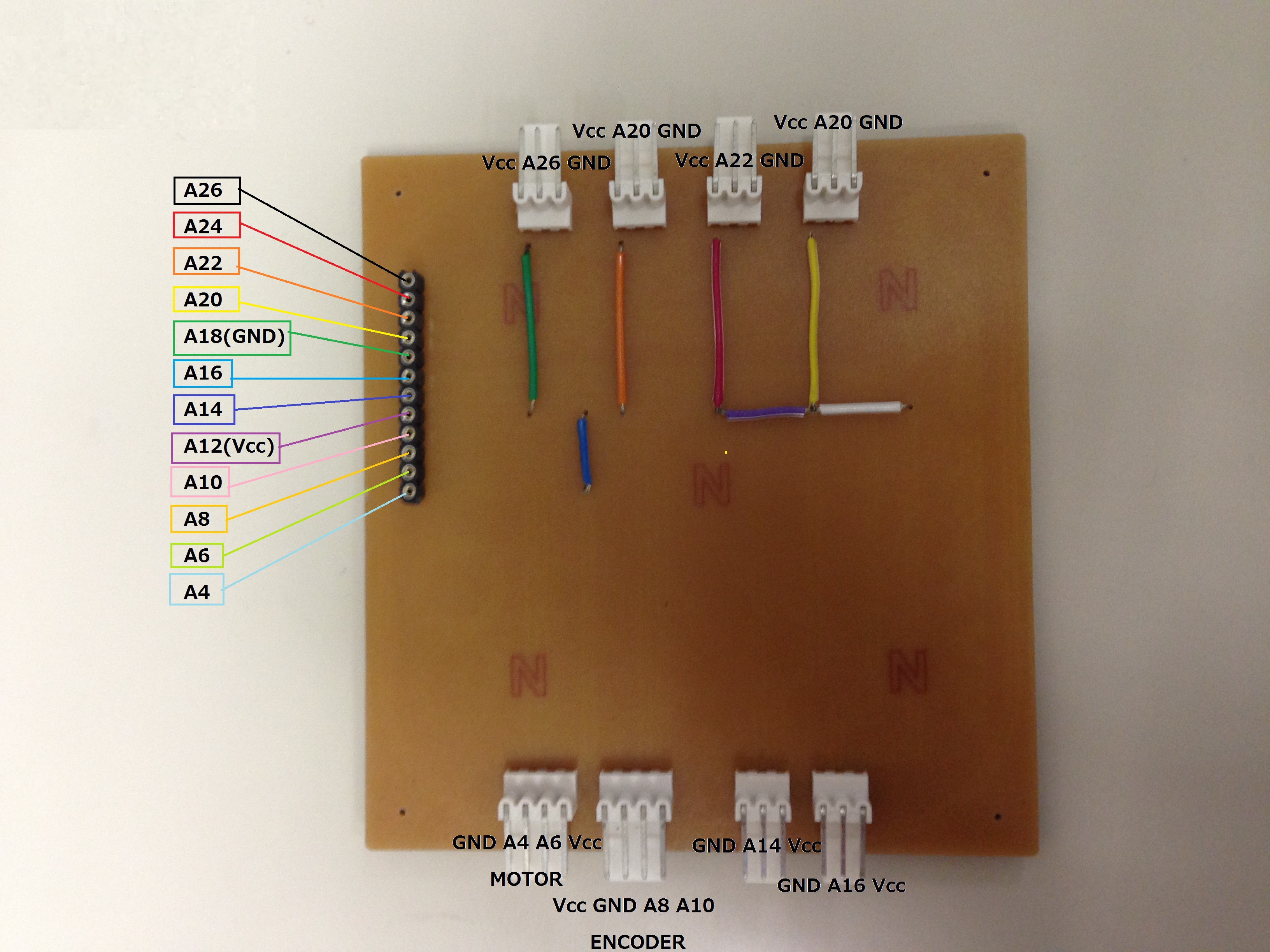
- テスターで、コネクタ同士にあて導通チェックを行う。導通チェックする箇所は、下図の文字が対応しているものすべてである。
- 部品チェック時に短絡の疑いがある箇所は短絡しているか確認を行う。短絡している箇所をみつけた場合、アクリルカッター等で削るようにする。
- 12pinケーブルも同様に行う。テスターをあてる箇所を下の図に示す。
- 文字が対応しているところがつながっていれば問題が無いと判断できる。導通していなかったらテスターは、反応しない。
3.2.3 動作試験
ドータボードは、FPGAボードの拡張ボードという性質上、単体での動作試験は行うことができない。よってこのボードの動作は、他の基板、FPGA内モジュールの動作試験を行うことで試験される。
3.3 モーター制御ボード
作成者1名と作成者ではない者1名の2名がそれぞれ行う。この試験はMIRSMG3S新モータボード試験仕様書にしたがって行う。3.3.1 部品のチェック
・必要な部品と工具
モータ制御ボード、はんだ、はんだ吸い取り器、はんだ吸い取り線,拡大鏡
・チェック手順
- 作成したモータ制御ボードと実装図を照らし合わせ、部品の位置をチェックする。もし、間違っていたら、はんだ吸い取り器などで部品を外し修正を行う。
- 作成したモータ制御ボードと実装図を照らし合わせて、部品の向きをチェックする。もし、間違っていたら、はんだ吸い取り器などで部品を外し修正を行う。
- 作成したモータ制御ボードと実装図を照らし合わせて、結線やハンダの状態を確認する。もし、問題がある場合は、はんだ吸い取り器などで部品を外し修正を行う。
3.3.2 導通チェック
・必要な部品と工具
モータ制御ボード、はんだごて、はんだ、はんだ吸い取り線、テスタ
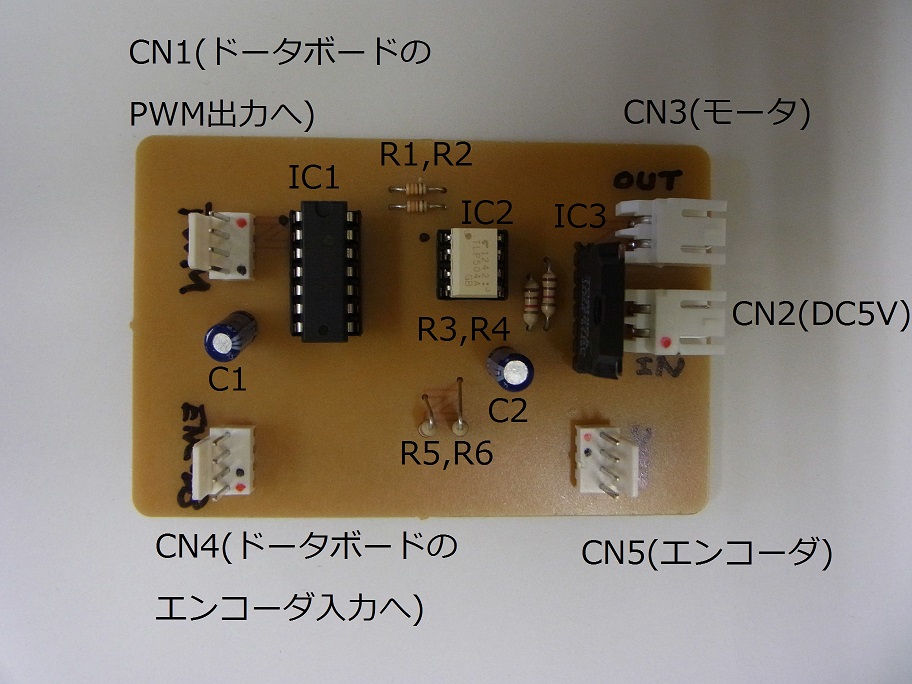
導通試験はモータ制御ボード製造仕様書を参考に目視とテスタの2回のチェックを行う。このとき、ICはまだ実装しない。
パターンに沿って導通確認をする。短絡の疑いがある箇所は短絡しているか確認を行う。短絡している箇所をみつけた場合、アクリルカッター等で削るようにする。 導通試験がすべて終わった後に、ICを実装する。
3.3.3 動作試験
必要な部品と工具
MIRSMG3Dドータボード
,MIRSMG3Dモータボード
,FPGAボード、電源ボード
,電源ケーブル
,ディスプレイ、キーボード、ケーブル
,テスタ
,安定化電源
,モータ
,はんだごて、はんだ、はんだ吸い取り線
MIRSMG3S新モータボード試験仕様書にしたがって行う。左右のモータの正転、逆転、停止をみる。正転、逆転についてはモータが勢いよく回るかを確認する。
3.4 超音波センサボード(親機、子機)
超音波センサボードは親機、子機共に昨年のものを使用するため部品のチェック、導通チェックは省き動作チェックのみ行う。異常が確認された場合は導通チェックを行い原因を探りそれに応じて,修理または作成を行う。2名がそれぞれ行う。子機が2台あるが、2台とも試験を行う。3.4.1 動作チェック
必要な部品と工具
CPU、FPGA、ディスプレイ及びケーブル、キーボード、安定化電源またはバッテリー×2、電源ケーブル、メジャー、平らな板、円柱、分度器
動作試験は 超音波距離計測試験プログラム の手順に従い行う。
動作試験は親機、子機(親機を接続)の順に行う。
[超音波距離計測試験をするための環境設定の確認]
- まず、CPUとFPGA、電源ボード、バッテリ、超音波センサをそれぞれMIRS1304 解体報告書を参照し、接続する。
- バッテリー,センサ,ディスプレイ,キーボードがすべて接続されているか確認する。
- 電源ボードの電源を入れる。
- 標準プログラムがインストールされているか確認する。/home/mirs/src/mg3_std_program 以下が標準プログラム群のディレクトリである。
- 標準プログラムがコンパイルされているか確認する。
- 標準プログラムがインストールまたはコンパイルされていない場合は、 「MIRSMG3D-OSIN-0009標準プログラムパッケージ」 を参考にインストールまたはコンパイルを行う。
試験チェックシートに順守して計測を行う。
- 10~25cmを1cm刻みで、30~50cmを5cm刻み、100~200cmまでを50cm刻みで測定する。また、100~200cmの測定は最大値が確認出来次第終了する。
- 各測定地点では測定物の中心軸から右周りの角度を正、左回りの角度を負として、60・30・-30・-60度、角度をつけてそれぞれ計測し測定可能かどうか調べる。
- それぞれの計測を6回行い最大値、最小値を求めそれぞれの誤差を計算する。
- 10~25cmまでは誤差3%以内、30~50cmまでは誤差4%以内、100~200cmまでは誤差5%以内で合格とする。1
- 角度をつけた測定は、計測できた場合は最小値・最大値を記入,計測できなかった場合は9999をエラー値としてチェックシートに記入する。
3.4.2 導通チェック(動作チェックで異常が確認された場合のみ)
・必要な部品と工具
超音波センサボード(親機・子機)、テスタ
3.5 バンパー
必要な部品と工具
バンパー、ものさし
バンパー製造仕様書を参照して、作成者1名と作成者ではない者1名の2名で行う。ものさしを使い、寸法、穴の位置、大きさ等をそれぞれ確認す。仕様書の寸法と比べて誤差が5%以下なら合格とする。。仕様書と違っていた場合、修正または再作成を行う。
3.6 VGA取り付けパネル
必要な部品と工具
VGA取り付けパネル、ものさし
各種ポート取り付け板製造仕様書の1を参照して、作成者1名と作成者ではない者1名の2名で行う。ものさしを使い、寸法、穴の位置、大きさ等をそれぞれ確認する。仕様書の寸法と比べて誤差が5%以下なら合格とする。仕様書と違っていた場合、修正または再作成を行う。
3.7 USB取り付けパネル
必要な部品と工具
USB取り付けパネル、ものさし
各種ポート取り付け板製造仕様書の2を参照して、作成者1名と作成者ではない者1名の2名で行う。ものさしを使い、寸法、穴の位置、大きさ等をそれぞれ確認する。仕様書の寸法と比べて誤差が5%以下なら合格とする。仕様書と違っていた場合、修正または再作成を行う。
3.8 支柱(角)
支柱(角)は工場に頼むので試験者1名で行う。必要な部品と工具
支柱(角)、ものさし
ラック製造仕様書の柱を参照して、1名で行う。ものさしを使い、寸法、穴の位置、大きさ等をそれぞれ確認する。仕様書の寸法と比べて誤差が5%以下なら合格とする。仕様書と違っていた場合、修正または再作成を行う。