3.1 モータ制御ボード
モータ制御ボードが正常に動作するか確認し仕様どおり作成されているかを確かめる。3.1.1 試験内容
以下の内容が確認できるようであれば、モータ制御ボードの試験を合格とする。
~部品実装~
・素子が正しく実装されてることを確認する。
~導通試験~
・導通すべき箇所が導通していて、短絡しているべき箇所が短絡しているかをテスターで確認する。
~動作試験~
・Hブリッジに入力される正転・逆転信号が確認できる。
・PWMキャリア周波数が約1.1[kHz]またはそれ以下であることが確認できる。
・モータが正転・逆転できる。
・モータのPWM値を±80、100、120、127(max)を与えて回転速度の変化の具合を確認する。
・非接触式温度計を使用し、FETの温度が室温から3℃高い温度よりも低いことが確認できる。
・長時間の走行が可能である。(最低競技時間:5分間)
・ロータリーエンコーダが正しく動作する。
~部品実装~
・素子が正しく実装されてることを確認する。
~導通試験~
・導通すべき箇所が導通していて、短絡しているべき箇所が短絡しているかをテスターで確認する。
~動作試験~
・Hブリッジに入力される正転・逆転信号が確認できる。
・PWMキャリア周波数が約1.1[kHz]またはそれ以下であることが確認できる。
・モータが正転・逆転できる。
・モータのPWM値を±80、100、120、127(max)を与えて回転速度の変化の具合を確認する。
・非接触式温度計を使用し、FETの温度が室温から3℃高い温度よりも低いことが確認できる。
・長時間の走行が可能である。(最低競技時間:5分間)
・ロータリーエンコーダが正しく動作する。
3.1.2 必要器具
・モータ制御ボード
・ドータボード
・MIRS(CPU+FPGA)
・安定化電源(制御系)
・バッテリー(駆動系)
・ディスプレイ
・マウス
・キーボード
・テスター(FLUKE 107 Digital Multimeters)
・オシロスコープ(AND AD-5141D)
・放射温度計(シンワ 放射温度計A ミニ 時計機能付 73009)
・ドータボード
・MIRS(CPU+FPGA)
・安定化電源(制御系)
・バッテリー(駆動系)
・ディスプレイ
・マウス
・キーボード
・テスター(FLUKE 107 Digital Multimeters)
・オシロスコープ(AND AD-5141D)
・放射温度計(シンワ 放射温度計A ミニ 時計機能付 73009)
3.1.3 部品配置確認
MIRSMG3G モータ制御ボード試験仕様書を参照して作成したモータ制御ボードと実装図を照らしあわせ目視で確認する。
チェックシートは、モータ制御ボード仕様書の部品表を印刷したものを用い確認した部品に印をつける。
●チェック手順
仕様と異なる場合は、はんだごて、はんだ、はんだ吸い取り線を使用し部品を規定の位置に付け直す。また、修正不可能なら作り直す。
確認に漏れが生じないよう動作試験担当者2名のダブルチェックで行い、全ての測定箇所で間違いがない場合を合格とする。
チェックシートは、モータ制御ボード仕様書の部品表を印刷したものを用い確認した部品に印をつける。
●チェック手順
・パターン図と比較しながら目視で部品の位置をチェックする。
・パターン図と比較しながら目視で部品の向きをチェックする。
・パターン図と比較しながら目視で部品の向きをチェックする。
仕様と異なる場合は、はんだごて、はんだ、はんだ吸い取り線を使用し部品を規定の位置に付け直す。また、修正不可能なら作り直す。
確認に漏れが生じないよう動作試験担当者2名のダブルチェックで行い、全ての測定箇所で間違いがない場合を合格とする。
3.1.4 導通試験
MIRSMG3G モータ制御ボード詳細設計書のパターン図(Fig1)作成したモータ制御ボードと照らし合わせる。
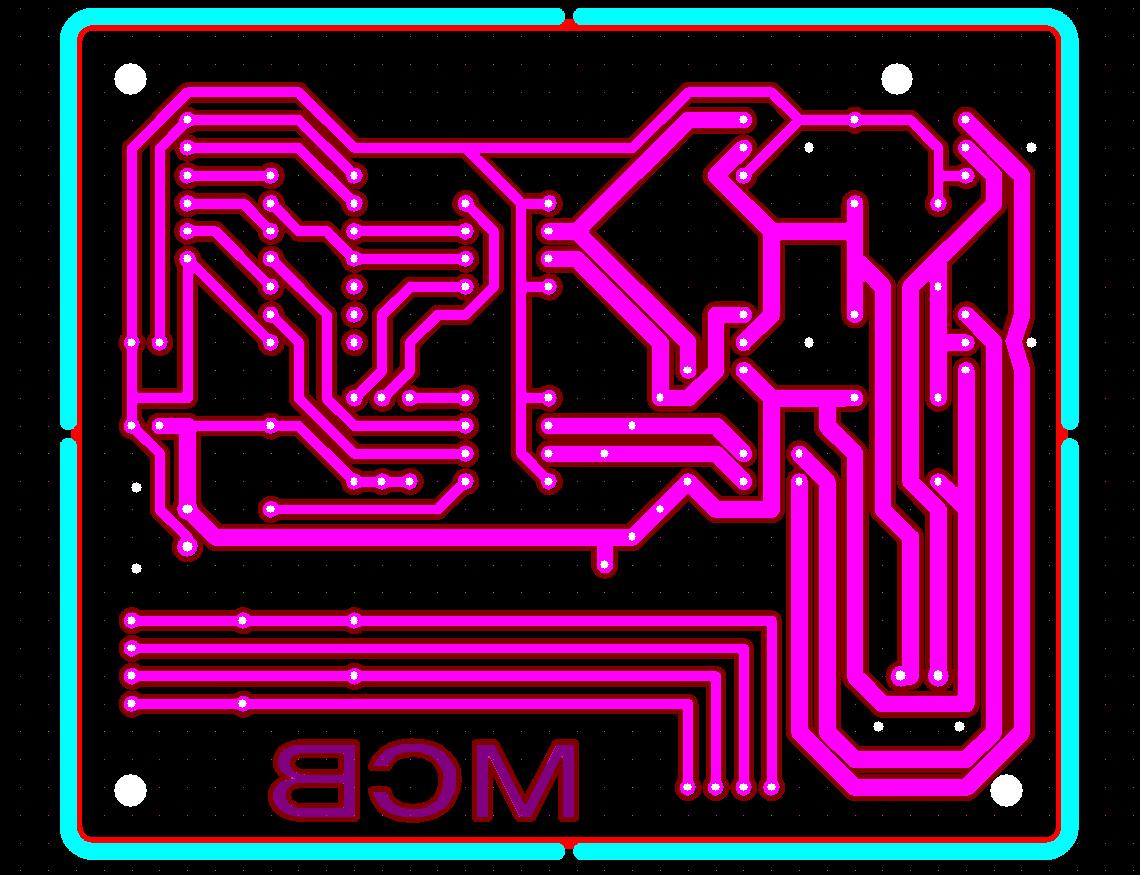
Fig1. モータ制御ボードパターン図
テスターを使用し各素子が繋がっているかとVccとGNDが短絡してないか確認する。
チェックシートとしては印刷したパターン図を用い、導通が確認できたら印をつける。
導通していなかった場合、ビニール線などで直接つなぐ。短絡していたらはんだを付け直すか、接触部分をカッターで削る。 修正不可能ならもう一度基板の削りだしを行う。
確認に漏れが生じないよう試験担当者2名のダブルチェックで行い全ての測定箇所で短絡がないかつ導通していれば合格とする。
Fig1. モータ制御ボードパターン図
テスターを使用し各素子が繋がっているかとVccとGNDが短絡してないか確認する。
チェックシートとしては印刷したパターン図を用い、導通が確認できたら印をつける。
導通していなかった場合、ビニール線などで直接つなぐ。短絡していたらはんだを付け直すか、接触部分をカッターで削る。 修正不可能ならもう一度基板の削りだしを行う。
確認に漏れが生じないよう試験担当者2名のダブルチェックで行い全ての測定箇所で短絡がないかつ導通していれば合格とする。
3.1.5 動作試験
MIRSMG3G モータ制御ボード試験仕様書の4.2から4.8を参照する。
オシロスコープを用いて出力波形を確認し、モータに繋げ正転、逆転、加速、減速が正常に行われることを確認する。異常が見つかった場合、原因をつきとめ、改善し再度試験を行う。
オシロスコープを用いて出力波形を確認し、モータに繋げ正転、逆転、加速、減速が正常に行われることを確認する。異常が見つかった場合、原因をつきとめ、改善し再度試験を行う。
3.2 ドータボード
ドータボードが正常に動作するか確認し、仕様どおり作成され、MIRS標準機に組み込んだとき正常に動作させる。3.2.1 試験内容
以下の内容が確認できるようであれば、ドータボードの試験を合格とする。
・テスターによる導通チェック
・オシロスコープによるPWM信号波形の確認
・タッチセンサのON/OFF入出力の確認
・テスターによる導通チェック
・オシロスコープによるPWM信号波形の確認
・タッチセンサのON/OFF入出力の確認
3.2.2 必要器具
・ドータボード
・MIRS(CPU+FPGA)
・電源ボード
・安定化電源(制御系)
・バッテリー(駆動系)
・ディスプレイ
・キーボード
・テスター(FLUKE 107 Digital Multimeters)
・オシロスコープ(AND AD-5141D)
・MIRS(CPU+FPGA)
・電源ボード
・安定化電源(制御系)
・バッテリー(駆動系)
・ディスプレイ
・キーボード
・テスター(FLUKE 107 Digital Multimeters)
・オシロスコープ(AND AD-5141D)
3.2.3 部品配置確認
MIRSMG3G ドータボード試験仕様書と作成したドータボードと実装図を照らしあわせ目視で確認する。
チェックシートは、ドータボード仕様書の部品表を印刷したものを用い確認した部品に印をつける。
●チェック手順
仕様と異なる場合は、はんだごて、はんだ、はんだ吸い取り線を使用し部品を規定の位置に付け直す。また、修正不可能なら作り直す。
確認に漏れが生じないよう試験担当者2名のダブルチェックで行い、全ての測定箇所で間違いがない場合を合格とする。
チェックシートは、ドータボード仕様書の部品表を印刷したものを用い確認した部品に印をつける。
●チェック手順
・パターン図と比較しながら目視で部品の位置をチェックする。
・パターン図と比較しながら目視で部品の向きをチェックする。
・パターン図と比較しながら目視で部品の向きをチェックする。
仕様と異なる場合は、はんだごて、はんだ、はんだ吸い取り線を使用し部品を規定の位置に付け直す。また、修正不可能なら作り直す。
確認に漏れが生じないよう試験担当者2名のダブルチェックで行い、全ての測定箇所で間違いがない場合を合格とする。
3.2.4 導通試験
MIRSMG3G ドータボード詳細設計書のパターン図と作成したドータボードと照らし合わる。
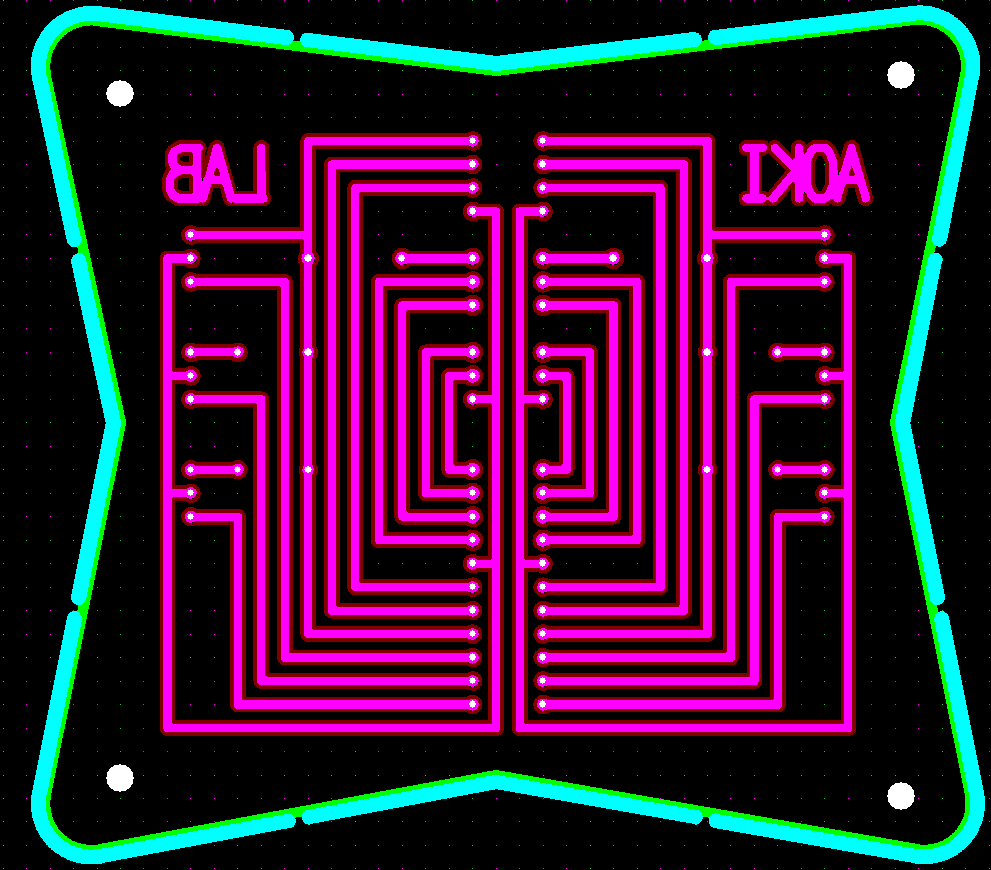
Fig2. ドータボードパターン図
テスターを使用し各素子が繋がっているかVccとGNDが短絡してないかを確認する。
チェックシートとしては印刷したパターン図を用い、導通が確認できたら印をつける。
導通していなかった場合、ビニール線などで直接つなぐ。短絡していたらはんだを付け直すか、接触部分をカッターで削る。
修正不可能ならもう一度基板の削りだしを行う。
確認に漏れが生じないよう製作担当と動作試験担当者のダブルチェックで行い全ての測定箇所で短絡がないかつ導通していればが合格とする。
Fig2. ドータボードパターン図
テスターを使用し各素子が繋がっているかVccとGNDが短絡してないかを確認する。
チェックシートとしては印刷したパターン図を用い、導通が確認できたら印をつける。
導通していなかった場合、ビニール線などで直接つなぐ。短絡していたらはんだを付け直すか、接触部分をカッターで削る。
修正不可能ならもう一度基板の削りだしを行う。
確認に漏れが生じないよう製作担当と動作試験担当者のダブルチェックで行い全ての測定箇所で短絡がないかつ導通していればが合格とする。
3.2.5 動作試験
3.3 電源ボード
電源ボードはMIRS1401が製作したものを使用する。MIRS1401が作成したMIRS1401 標準部品試験計画書を参照する。3.3.1 必要器具
・電源ボード
・安定化電源(制御系)
・バッテリー(駆動系)
・オシロスコープ(AND AD-5141D)
・安定化電源(制御系)
・バッテリー(駆動系)
・オシロスコープ(AND AD-5141D)
3.3.2 制御系電源の動作試験
- 制御系電源のスイッチがOFFになっていることを確認する。
- CN1(入力)とCN2(出力)にオシロスコープのプローブを接続する。このときショートさせないように注意する。
- MIRSSTND デュアルレギュレータ電源ボード製造仕様書の実装図のCN1に定格7.8Vバッテリーを接続する。
- 制御系電源スイッチをONにし、CN1,CN2に出力される電圧,波形を確認しオシロスコープの写真を撮る。CN1の電圧が仕様通り5.1Vであるか確認する。
- 3と同様に安定化電源をCN1に接続する。
- 電圧を0.1Vづつ8.5Vから7.4Vまで変化させながら、CN1,CN2に出力される電圧,波形を確認する。おかしいと思われる部分があったら写真を撮る。出力電圧の最大値が5.1~5.6Vの範囲内ならば合格とする。
- 4,6が仕様通りであったら、バッテリー電圧が低下したときを考慮するためさらに電圧を0.1Vづつ7.4Vから6.0Vまで変化させながら、CN2に出力される電圧がどのようになるかを確認する。おかしいと思われる部分があったら写真を撮る
3.3.3 駆動系電源の動作試験
- 駆動系電源のスイッチがOFFになっていることを確認する。
- CN3(入力)とCN4(出力)にオシロスコープのプローブを接続する。このときショートさせないように注意する。
- MIRSSTND デュアルレギュレータ電源ボード製造仕様書の実装図のCN3に定格7.8Vバッテリーを接続する。
- 制御系電源スイッチをONにし、CN3,CN4に出力される電圧,波形を確認しオシロスコープの写真を撮る。CN4の電圧が仕様通り6.1Vであるか確認する。
- 3と同様に安定化電源をCN3に接続する。
- 電圧を0.1Vづつ8.5Vから7.4Vまで変化させながら、CN3,CN4に出力される電圧,波形を確認する。おかしいと思われる部分があったら写真を撮る。出力電圧の最大値が6.1~6.7Vの範囲内ならば合格とする。
- 4,6が仕様通りであったら、バッテリー電圧が低下したときを考慮するためさらに電圧を0.1Vづつ7.4Vから6.0Vまで変化させながら、CN2に出力される電圧がどのようになるかを確認するおかしいと思われる部分があったら写真を撮る。
3.4 超音波センサボード(親機・子機)
超音波センサボードはMIRS1401が製作したものを使用する。MIRS1401が作成したMIRS1401 標準部品試験計画書を参照する。3.4.1 必要器具
・ドータボード
・MIRS(CPU+FPGA)
・電源ボード
・超音波センサボード(親機・子機) ・安定化電源(制御系)
・バッテリー(駆動系)
・ディスプレイ
・キーボード
・テスター(FLUKE 107 Digital Multimeters)
・オシロスコープ(AND AD-5141D)
・メジャー ・平らな板 ・分度器
・MIRS(CPU+FPGA)
・電源ボード
・超音波センサボード(親機・子機) ・安定化電源(制御系)
・バッテリー(駆動系)
・ディスプレイ
・キーボード
・テスター(FLUKE 107 Digital Multimeters)
・オシロスコープ(AND AD-5141D)
・メジャー ・平らな板 ・分度器
3.4.2 動作試験
試験チェックシートに順守して計測を行う。
- 10~25cmを1cm刻みで、30~50cmを5cm刻み、100~200cmまでを50cm刻みで測定する。また、100~200cmの測定は最大値が確認出来次第終了する。
- 各測定地点では測定物の中心軸から右周りの角度を正、左回りの角度を負として、60・30・-30・-60度、角度をつけてそれぞれ計測し測定可能かどうか調べる。
- それぞれの計測を6回行い最大値、最小値を求めそれぞれの誤差を計算する。
- 10~25cmまでは誤差3%以内、30~50cmまでは誤差4%以内、100~200cmまでは誤差5%以内で合格とする。1
- 角度をつけた測定は、計測できた場合は最小値・最大値を記入,計測できなかった場合は9999をエラー値としてチェックシートに記入する。
3.4.3 導通チェック(動作チェックで異常が確認された場合のみ)
必要器具
・超音波センサボード(親機・子機)
・テスター(FLUKE 107 Digital Multimeters)
・テスター(FLUKE 107 Digital Multimeters)
3.5 バンパ
3.5.1 必要な部品と工具
バンパ、ノギス(分解能:0.05mm)
3.5.2 試験方法
標準部品製作計画書を参照して、担当者2名で行う。ノギスを使い、寸法、穴の位置、大きさ等をそれぞれ確認する。
外形が長方形であり、穴の径が仕様書の寸法と比べて誤差が±0.05mm以下なら合格とする。下段シャーシのタッチセンサに高さが足りなく接触しない場合は修正する。また、アクリルが割れている場合は再作成を行う。
外形が長方形であり、穴の径が仕様書の寸法と比べて誤差が±0.05mm以下なら合格とする。下段シャーシのタッチセンサに高さが足りなく接触しない場合は修正する。また、アクリルが割れている場合は再作成を行う。
3.6 シャーシ(上下)
3.6.1 必要な部品と工具
シャーシ(上下)、ノギス(分解能:0.05mm)、ものさし(分解能:1mm)
3.6.2 試験方法
標準部品製作計画書を参照して、担当者2名で行う。ものさしとノギスを使い、寸法、穴の位置、大きさ等をそれぞれ確認する。
穴の径と穴と穴の間隔の測定はノギスを使用し仕様書の寸法と比べて誤差が±0.05mm以下で、それ以外でものさしを使用して寸法を確認する箇所の誤差が±1.00mm以下なら合格とする。仕様書と違っていた場合、修正または再度作成を行う。
穴の径と穴と穴の間隔の測定はノギスを使用し仕様書の寸法と比べて誤差が±0.05mm以下で、それ以外でものさしを使用して寸法を確認する箇所の誤差が±1.00mm以下なら合格とする。仕様書と違っていた場合、修正または再度作成を行う。
3.7 支柱(丸)
3.7.1 必要な部品と工具
支柱(丸)、ノギス(分解能:0.05mm)
3.7.2 試験方法
標準部品製作計画書を参照して、担当者2名で行う。ノギスを使い、寸法、穴の位置、大きさ等をそれぞれ確認する。
穴の位置と穴の径が仕様書の寸法と比べて誤差が±0.05mm以下で全長が仕様書の寸法と比べて誤差が±0.50mm以下なら合格とする。仕様書と違っていた場合、修正または再度作成を行う。
穴の位置と穴の径が仕様書の寸法と比べて誤差が±0.05mm以下で全長が仕様書の寸法と比べて誤差が±0.50mm以下なら合格とする。仕様書と違っていた場合、修正または再度作成を行う。
3.8 ドータボード電源ケーブル
3.8.1 必要な部品と工具
テスター(FLUKE 107 Digital Multimeters)
3.8.2 試験方法
MIRSMG3D ドータボード - FPGA接続ケーブル製造仕様書を参照して、担当者2名で行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
3.9 11ピンフラットケーブル
3.9.1 必要な部品と工具
テスター(FLUKE 107 Digital Multimeters)
3.9.2 試験方法
標準部品製作計画書を参照して、担当者2名で行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
3.10 6ピンフラットケーブル
3.10.1 必要な部品と工具
テスター(FLUKE 107 Digital Multimeters)
3.10.2 試験方法
標準部品製作計画書を参照して、担当者2名で行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
3.11 超音波センサケーブル
3.11.1 必要な部品と工具
テスター(FLUKE 107 Digital Multimeters)
3.11.2 試験方法
MIRSMG3D ドータボード - FPGA接続ケーブル製造仕様書を参照して、担当者2名で行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。
・テスタを使いケーブル一本一本が導通しているか確認する。
・テスタを他のケーブルと導通していないか確認する。
以上に項目を満たしていなかった場合、再度作成を行う。