|
沼津高専 電子制御工学科 |
||||||
|
||||||
|
改訂記録 |
||||||
|
版数 |
作成日 |
作成者 |
承認 |
改訂内容 |
||
|
A01 |
2005.11.14 |
岡島 |
|
初版 |
||
1. 目的
この仕様書は、MIRS0504のアーム制御ボードの製造手順を記載したものである。
2. アーム制御ボードPCBの製造手順
(1) PCB加工機による基板加工
・ 部品、必要器具
片面基板(80mm×45mm以上)、PCB加工機、PCB加工データ、ドリル(0.8mm、1.0mm)、ミリング(90°)、フォーミング
・ 加工手順
PCB加工データmpcを使用してPCB加工機で基板の削りだしを行う。
(2) はんだ付け前の下準備
・ 部品、必要器具
(1)で加工した基板、紙やすり、カッター、テスター、ティッシュペーパー
・ 手順
基板の表面、外枠を紙やすりを使用して磨く。次に、テスターを使ってパターンの非道通チェックを行う。
導通してしまっている所はカッターなどで削り、導通しないようにする。
|
Table.1 アーム制御ボードPCB製造の必要な部品表 |
||||
|
番号 |
品名 |
ドキュメント番号/商品名 |
数量 |
備考 |
|
001 |
片面基板 |
|
1 |
|
|
100 |
PCB加工データ |
MIRS504.mpc |
1 |
|
3. アーム制御ボード製造手順
(1) PCBに部品をのせ、はんだ付けする。
・ 部品、必要器具
PCB、はんだごて、はんだ、はんだ吸取り線、回路部品
・ 手順
部品表と実装図を見ながら、背の低い部品から順番に基板に取り付け、はんだ付けしていく。
(2) 基板の試験を行う
・ 部品、必要器具
基板、はんだごて、はんだ、はんだ吸い取り器、FPGAボード、電源ボード
・ 手順
i. 部品配置のチェック
実装図を見て、部品の配置をチェックする。ICの向きに注意する。配置が間違っていた場合は修正する。
ii. 導通チェック
回路図を見て、各部品につながるべき線がつながっているかをテスターで調べる(なるべくはんだにテスターをあてず、
部品の足にあてるようにする)。また、導通すべきところが導通してなかったら修正する。
iii. 非道通チェック
パターン間の非道通試験はすべてについて行うことが望ましいが、困難なので少なくとも電源とグランドが
短絡していないことを確かめる。(電源とグランドが短絡していた場合、絶対に電源を供給してはならない。)
iv. 動作試験
FPGAボード、電源ボード、アーム制御ボードを接続する。このときTS1は押された状態にしておく。
次にFPGAから信号をアーム制御ボードに送り、TS2又はTS3を押したらモータが逆回転することを確かめ、
TS1を再び押したらモータが止まることを確かめる。以上が確認できたら正常である。
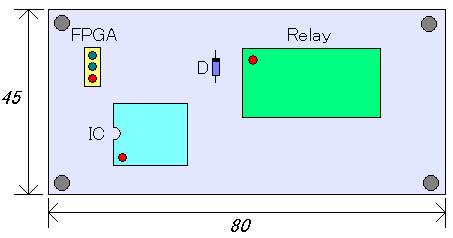
Fig.1 実装図
Fig.2 パターン図
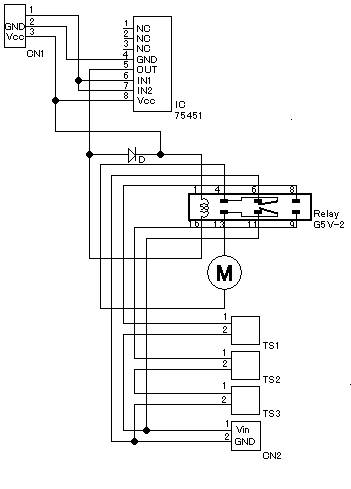
Fig.3 回路図
|
Table.2 アーム制御ボード製造に必要な部品表 |
||||
|
番号 |
品名 |
ドキュメント番号/商品名 |
数量 |
備考 |
|
D |
ダイオード |
5V |
1 |
|
|
IC |
トランジスタIC |
75451 |
1 |
|
|
Relay |
リレー |
G5V-2 |
1 |
|
|
CN1 |
コネクタ(3pin) |
|
1 |
3pin |
|
CN2 |
コネクタ(電源) |
|
1 |
2pin |
|
TS1 to TS3 |
タッチセンサ |
|
3 |
基板に直接取り付ける。 |
|
M |
モーター |
|
1 |
基板に直接取り付ける。 |
|
Table.3 ICの端子の説明 |
||
|
端子番号 |
端子名 |
機能 |
|
1〜3 |
NC |
未使用端子です。 |
|
4 |
GND |
GNDです。 |
|
5 |
OUT |
出力端子です。リレーのコイルにつながる。 |
|
6 |
IN1 |
入力端子です。 |
|
7 |
IN2 |
|
|
8 |
VCC |
FPGAからICへ電源(5V)を供給する。 |
IN1とIN2はつながっている。そして入力がLowになった時、リレーの
コイルに電流が流れる。
|
Table.4 CN1のインターフェイス |
|||
|
ピンNo |
信号名 |
I/O |
備考 |
|
1 |
|
IN |
制御信号 |
|
2 |
GND |
- |
GND |
|
3 |
Vin |
- |
+5V |
FPGA回路からの信号を受けるコネクタ。
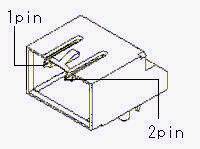
Fig.4 CN2のコネクタ形
|
Table.5 CN2のインターフェイス |
|||
|
ピンNo |
信号名 |
I/O |
備考 |
|
1 |
Vin |
- |
+7.2V |
|
2 |
GND |
- |
GND |
電源ボードから供給される電源を受けるコネクタ。